歡迎訪(fǎng)問(wèn)河北威岳機械有限公司官網(wǎng)
「鑄鐵平臺」|鑄鐵平板|T型槽平臺|試驗平臺|檢驗平板|劃線(xiàn)平板|鐵底板|地軌|槽鐵/廠(chǎng)家_河北威岳機械有限公司


鑄鐵T型槽平臺要實(shí)行周期檢定,檢定周期要根據使用的具體情況確定,一般情況為1年,特別的檢測使用或使用另行縮短檢驗周期。a在鑄鐵T型槽平臺上安放工件時(shí)應輕放,防止鑄鐵T型槽平臺表面被撞擊,一旦平板表面受到工件或其他物體撞擊,應馬上把受到撞擊而凸起的部分。b要經(jīng)常保持鑄鐵T型槽平臺的清潔,以免鑄鐵T型槽平臺平面被鐵屑、砂子等雜質(zhì)磨壞。c為了防止鑄鐵T型槽平臺發(fā)生變形,檢驗完畢或劃線(xiàn)完畢后,要把工件抬下來(lái),不得長(cháng)時(shí)間放在平板上。d為了防止鑄鐵T型槽平臺發(fā)生的變形,在安裝平臺時(shí),要將支承支在主支點(diǎn)處。支承時(shí),盡量將平臺的工作面調整到水平面內。e使用完畢,要及時(shí)擦凈鑄鐵T型槽平臺的工作面,然后涂上一層防銹油。如果比較長(cháng)時(shí)間不用,涂上一層黃油,然后鋪一層白紙。
鑄鐵T型槽平臺清砂與涂漆:平板底面清砂要,干凈且噴涂紅色防銹漆。側面要平整后再涂漆,一般涂籃漆或綠漆。另外,工作面采用的技術(shù)進(jìn)行打磨,T型槽平臺鑄件經(jīng)過(guò)加工的表面生銹,需要采用防銹水進(jìn)行打磨。
從外觀(guān)而言,鑄鐵T型槽平臺相對兩個(gè)側面上,應設置有安裝手柄、吊環(huán)等吊裝設施的螺紋孔或圓柱孔。設計吊裝位置時(shí)應考慮盡量減少因吊裝而引起的變動(dòng)。另外根據用戶(hù)要求,在鑄鐵T型槽平臺上設置螺紋孔或溝槽后,這些部位不應出現高于工作面的凸起現象。
鑄鐵T型槽平臺鑄件在zui后一道程序膩子打磨清理干凈后,需要噴涂過(guò)氯乙烯道底漆,這樣可以提高漆膜的平整度,提高漆膜的光澤。
個(gè)別或者部分鑄鐵T型槽平臺在一段時(shí)間內質(zhì)量的出類(lèi)拔萃,已經(jīng)不能滿(mǎn)足威岳機械對宣傳推廣的需求,唯獨嚴格把關(guān)每件產(chǎn)品的質(zhì)量,每件鑄鐵T型槽平臺在行業(yè)內卓爾不群,才是我們企業(yè)發(fā)展的重中之重。對于質(zhì)檢方面之一,需要強調介紹的就是:鑄鐵T型槽平臺采用刮削工藝應進(jìn)行涂色對研檢驗。對研后顯示的接觸點(diǎn)面積的比率見(jiàn)表3的規定:或者按25mm×25mm正方形面積的接觸點(diǎn)數見(jiàn)表3的規定,且任意25mm×25mm中的接觸點(diǎn)數之間應不大于5點(diǎn)。
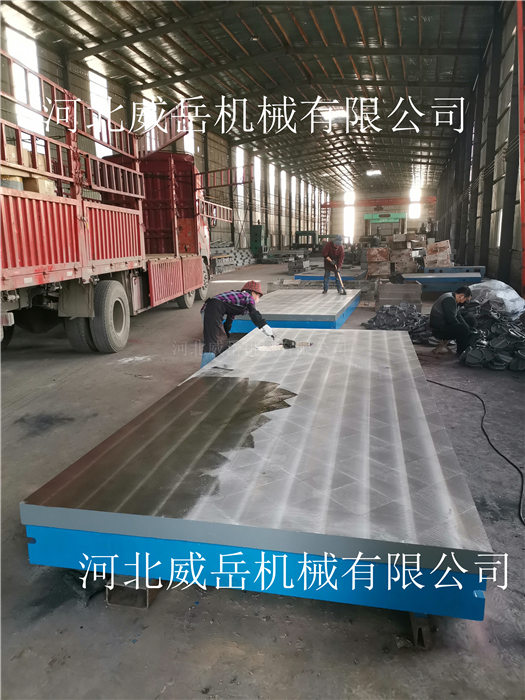
鑄鐵T型槽平臺就無(wú)法滿(mǎn)足如此龐大工件的種種技術(shù)工作要求了,這時(shí)就需要將幾塊甚至十幾塊平臺進(jìn)行拼接,形成一塊的組合平臺——拼接平臺再對大型的鑄件、工件進(jìn)行檢驗、劃線(xiàn)、裝配等工作。鑄鐵T型槽平臺的材質(zhì)一般都是HT200-300,平臺規格:100×100—2000×4000,(大于此規格的鑄鐵T型槽平臺可以拼裝使用或按圖紙訂做),用途:用于機械、發(fā)動(dòng)機的動(dòng)力實(shí)驗,設備調試,具有較好的平面穩定性和韌性,表面帶有T型槽,可以用來(lái)固定實(shí)驗設備。請用戶(hù)定制平臺時(shí)繪圖要注意以上幾點(diǎn),以便把數據清晰、明確的表達給我司工程人員。



