歡迎訪(fǎng)問(wèn)河北威岳機械有限公司官網(wǎng)
「鑄鐵平臺」|鑄鐵平板|T型槽平臺|試驗平臺|檢驗平板|劃線(xiàn)平板|鐵底板|地軌|槽鐵/廠(chǎng)家_河北威岳機械有限公司


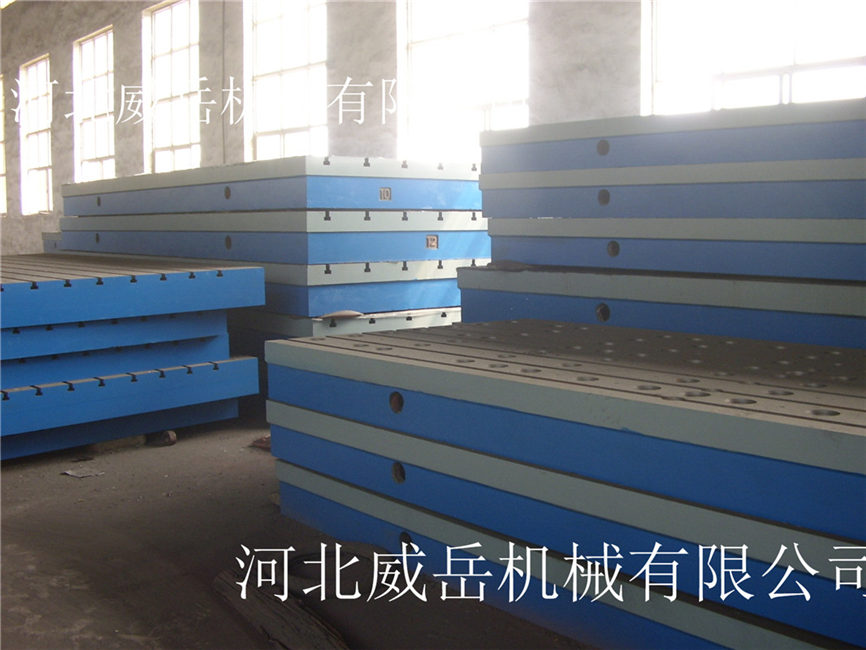
落砂:型槽T型槽試驗平臺鑄件毛坡經(jīng)過(guò)充分冷卻才能扒出鑄型,一般要求不小于3h。如果時(shí)間過(guò)短,會(huì )發(fā)生表面激冷而使硬度較高造成切削困難。T型槽試驗平臺鑄件較大時(shí)可能會(huì )產(chǎn)生熱裂、鑄鐵平臺鑄件內應力較大,易造成變形而影響T型槽試驗平臺鑄件外形尺寸。
清砂:要獲得表面光潔度好的T型槽試驗平臺鑄件,小規格毛坯鑄件可以通過(guò)清理滾筒去除表面的砂子。大規格T型槽試驗平臺毛坡鑄件進(jìn)行拋丸處理去除表面的砂子。非加工表面的粘砂清理干凈,以防止在裝入成品內運動(dòng)時(shí)脫落后進(jìn)入軸承室內,對軸承的使用造成不良影響。
時(shí)效處理:一般的T型槽試驗平臺鑄件都要進(jìn)行時(shí)效處理,以減小T型槽T型槽試驗平臺鑄件內應力獲得良好的性能。
還有要注意鑄造時(shí)的溫度和檢驗過(guò)程要仔細認真,要檢驗過(guò)程的控制:通過(guò)檢驗反應T型槽試驗平臺鑄件的缺陷,查找并分析原因,及時(shí)采取措施,以減少量具鑄件缺陷的產(chǎn)生。
1. T型槽試驗平臺的澆注人員按要求穿好工作服,并配戴防護眼鏡,工作場(chǎng)地應通暢無(wú)阻。澆包內的金屬液不宜過(guò)滿(mǎn),以免在輸送和澆注時(shí)溢出傷人。
2. T型槽試驗平臺的澆包、澆注工具、爐前處理用的孕育劑、球化劑等使用前充分烘干,烘干后才能使用。
3.T型槽試驗平臺質(zhì)量,澆注時(shí)應及時(shí)將鑄型中冒出的氣體點(diǎn)燃順氣,必免由于鑄型憋氣而產(chǎn)生氣孔,以及由于氣體的不燃燒而損害人體健康和污染空氣。
4.對于液態(tài)收縮和凝固收縮比較大的T型槽試驗平臺,澆注后要及時(shí)從澆口或冒口補澆。
5.為提平臺平板高生產(chǎn)率以及做到生產(chǎn),應選擇正確澆注速度,即開(kāi)始時(shí)應緩慢澆注,便于對準澆口,減少熔融金屬對砂型的沖擊和利于氣體排出;隨后澆注,以防止冷隔;快要澆滿(mǎn)前又應緩慢澆注,即遵循慢、快、慢的原則。
以上內容就是今天威岳小編為大家帶來(lái)的一關(guān)于T型槽試驗平臺鑄造時(shí)的些常識,相信大家在閱讀完以后已經(jīng)有了一個(gè)新的認識。

配重鐵")


