歡迎訪(fǎng)問(wèn)河北威岳機械有限公司官網(wǎng)
「鑄鐵平臺」|鑄鐵平板|T型槽平臺|試驗平臺|檢驗平板|劃線(xiàn)平板|鐵底板|地軌|槽鐵/廠(chǎng)家_河北威岳機械有限公司


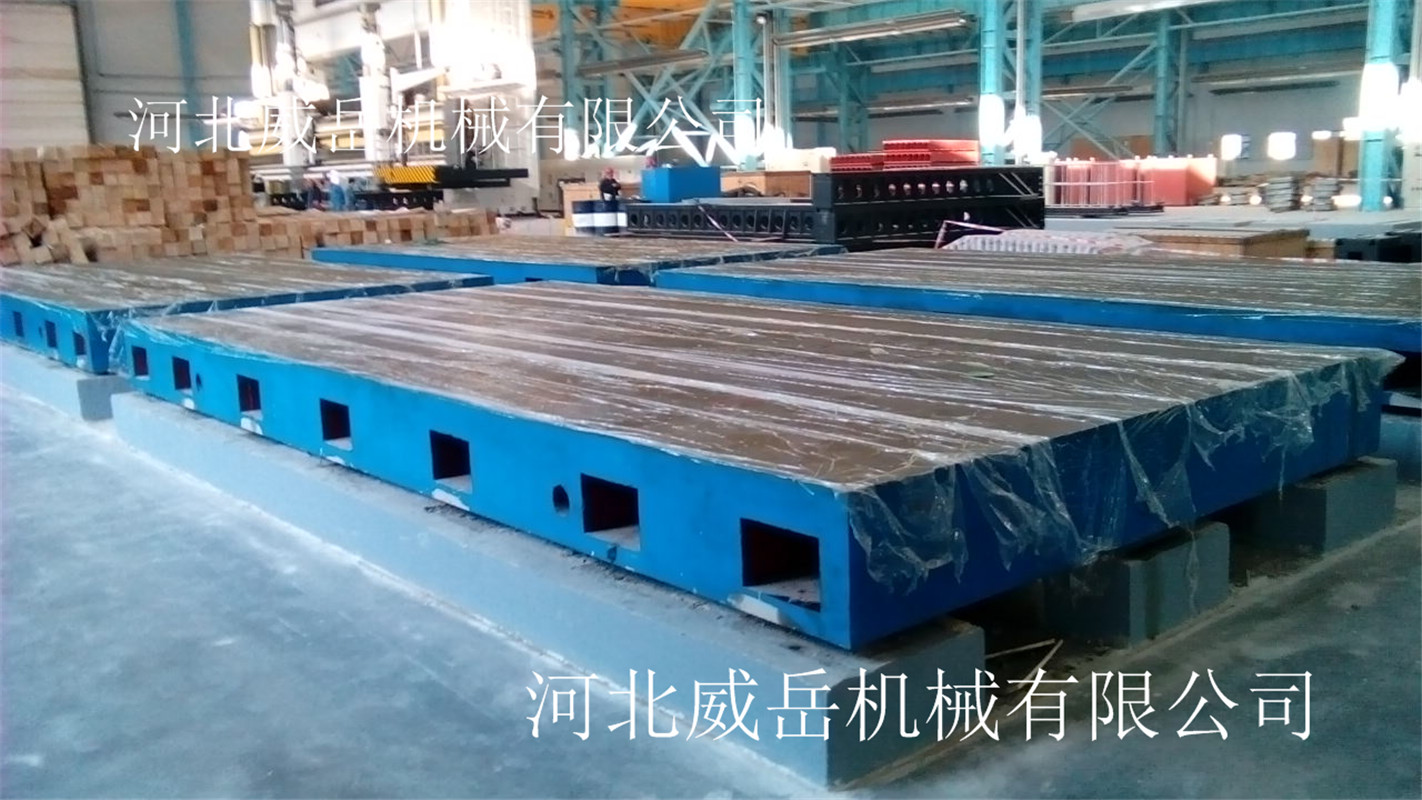
在鑄鐵T型槽平臺鑄造過(guò)程中,鑄件的縮松和縮孔同裂紋一樣是不可逆轉的鑄造缺陷,需要從本質(zhì)出發(fā),在實(shí)際生產(chǎn)中做到切實(shí)地避免提高。據經(jīng)驗而得,鑄鐵T型槽平臺及鑄鐵件縮孔和縮松的防止辦法主要從鐵液本身、鑄型條件及鑄造工藝三方面考慮:
1.鐵液的化學(xué)成分,特別是碳、硅含量的選擇,能影響到灰鑄鐵及球墨鑄鐵的 V 石脹,對于亞共晶灰 鑄鐵T型槽平臺以及球墨鑄鐵平臺來(lái)說(shuō),碳量增加,析出的石墨量增多,使 V 石脹增大,有利于減少或縮孔和縮松。對白口鑄鐵來(lái)說(shuō),碳量的變化對收縮值的影響較小。
2.鐵液的澆注溫度也直接影響到 V 液縮的大小,故不論對何種鑄鐵,都應有適宜的澆注溫度。澆注溫度太高,將增大 V 液縮值,也將增加 鑄鐵T型槽平臺縮孔、縮松的趨勢。
3,再然后,鑄型剛度的大小將直接影響到灰 鑄鐵T型槽平臺、鑄件和球墨鑄鐵凝固過(guò)程中 V 型移的大小,鑄型的剛度因造型緊實(shí)度及鑄型種類(lèi)的不同而異,應根據 鑄鐵T型槽平臺及鑄鐵件的要求及實(shí)際生產(chǎn)條件合理的選擇鑄型。對于球墨鑄鐵平臺及鑄鐵件來(lái)說(shuō),要特別強調較高的鑄型剛度。
4.根據灰口鑄鐵平臺、鑄鐵件級球墨鑄鐵平臺、鑄鐵件的凝固特點(diǎn),應用均衡凝固原則來(lái)設計澆冒口系統。應充分利用 鑄鐵T型槽平臺、鑄鐵件的自補縮,冒口只是補充自補縮不足的差額。
根據一系列的研究及經(jīng)驗的累積,我們在防范 鑄鐵T型槽平臺出現鑄造縮松、縮孔現象,需按照以上成因的預防措施實(shí)際操作,從選購原材料出發(fā),嚴格對生鐵進(jìn)行化驗鑒定,澆鑄過(guò)程中規范操作,把控澆鑄鐵液溫度,按初期的合理設計按部就班進(jìn)行,從而從每個(gè)環(huán)節上zui大程度防范 鑄鐵T型槽平臺的鑄造縮松、縮孔現象。




