歡迎訪(fǎng)問(wèn)河北威岳機械有限公司官網(wǎng)
「鑄鐵平臺」|鑄鐵平板|T型槽平臺|試驗平臺|檢驗平板|劃線(xiàn)平板|鐵底板|地軌|槽鐵/廠(chǎng)家_河北威岳機械有限公司


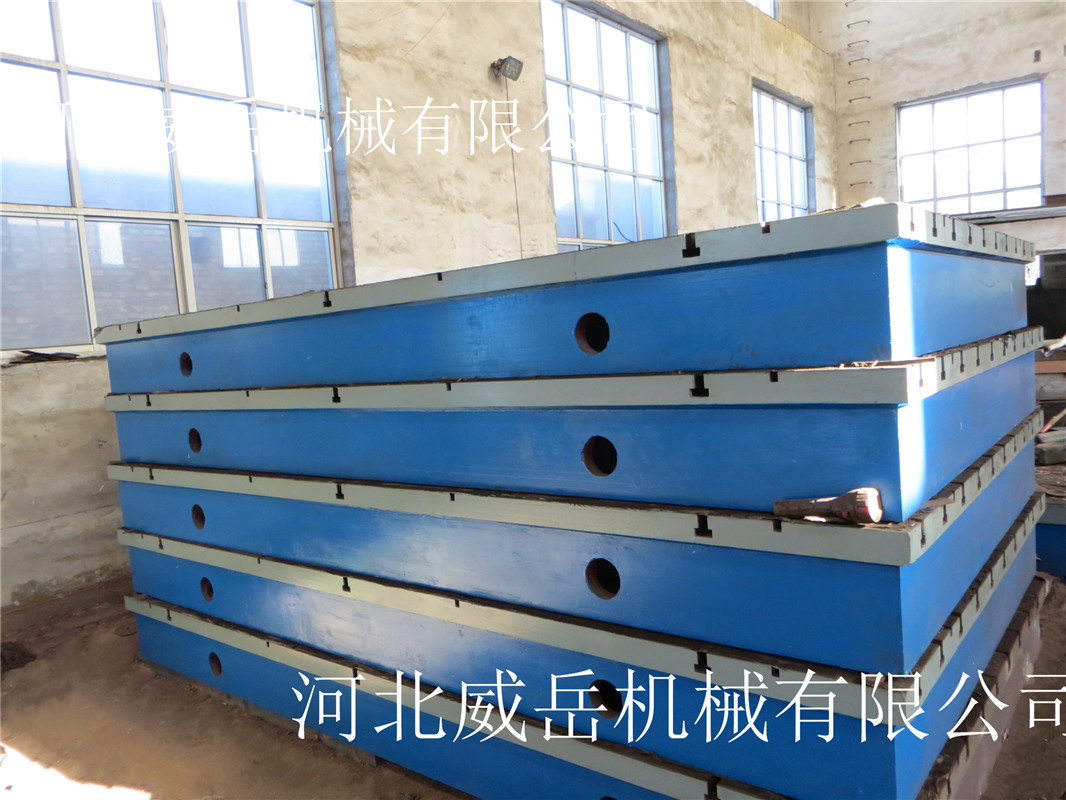
鑄鐵T型槽平臺廣泛應用在動(dòng)力機械設備的裝配、調試、焊接、鉚焊,這種產(chǎn)品表面帶有T形槽,可以固定機械設備。正是鑄鐵T型槽平臺具有如此廣泛的用途,對其產(chǎn)品本身的質(zhì)量要求更是嚴格,尤其不允許鑄造過(guò)程中出現應力變形和裂紋的產(chǎn)生。
同樣,我們先介紹被廣泛應用的鑄鐵T型槽平臺的共通特性,一般鑄鐵T型槽平臺工作面采用的是刮研工藝,用涂色的方法進(jìn)行檢驗,了平面的精度。工作面一般有T型槽,也可以根據要求加工長(cháng)孔和圓孔,這種T型槽平臺采用的是優(yōu)
質(zhì)純鐵鑄造而成的,如此便了鑄鐵T型槽平臺的基本工作參數的穩定性。
那么鑄鐵T型槽平臺及鑄件應力變形和裂紋的形成原因又是怎么造成的呢?鑄鐵T型槽平臺及鑄件冷卻過(guò)程中收縮應力、熱應力、相變應力的代數和即鑄造應力超過(guò)該斷面金屬抗斷裂能力則形成裂紋。一旦出現應力變形和裂紋,其形貌特征普遍表現為:在高溫下(1150~1000℃)形成熱裂,呈暗褐色不平整斷口。在600℃以下彈性范圍內出現冷裂,呈淺褐色光滑平直斷口。在600℃以上鑄造應力超過(guò)屈服可產(chǎn)生塑性變形。其實(shí),根據鑄造行業(yè)的不斷摸索進(jìn)步,從而得出當球墨鑄鐵成分正常時(shí)不易熱裂。
所以從根本上找到鑄鐵T型槽平臺出現應力變形和裂紋的影響元素尤其重要:增大白口傾向的因素,如碳硅含量低、碳化物形成元素增加、孕育不足、冷卻過(guò)快等都可增加鑄造應力和冷裂傾向。磷使冷裂傾向增加,P>0.25%還能引起熱裂。鑄鐵T型槽平臺及鑄件壁厚差別大、形狀復雜,易產(chǎn)生變形和裂紋。
對鑄造過(guò)程中出現缺陷的本質(zhì)研究透徹后,對 鑄鐵T型槽平臺及鑄件應力變形和裂紋的防止措施便被提上議程:需要做到適當提高碳含量、降低含磷量、加強孕育及鑄型工藝措施。大型復雜件落砂溫度要低于700℃。另外,500~600℃低溫退火可應力。對 鑄鐵T型槽平臺進(jìn)行兩次人工退火處理,分別處于粗加工前后的兩個(gè)階段,已經(jīng)逐步取代了之前的自然時(shí)效的處理方式,反而使得 鑄鐵T型槽平臺的自身穩定性了地提升。




