歡迎訪(fǎng)問(wèn)河北威岳機械有限公司官網(wǎng)
「鑄鐵平臺」|鑄鐵平板|T型槽平臺|試驗平臺|檢驗平板|劃線(xiàn)平板|鐵底板|地軌|槽鐵/廠(chǎng)家_河北威岳機械有限公司


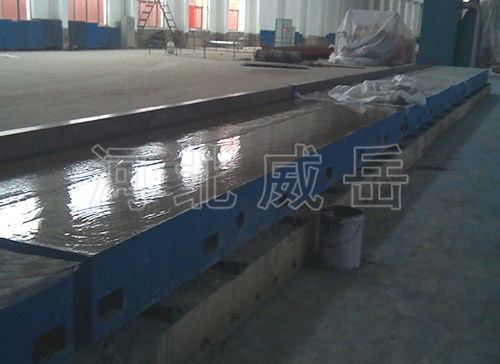
鋁型材檢驗平臺是檢驗鋁型材平行度的平臺,是鋁型材生產(chǎn)廠(chǎng)家 的生產(chǎn)工具。鋁型材檢驗平臺外形尺寸一般在300mmX3000mm至600mmX6500mm之間,所以高度應該保持在300mm或者300mm以上。
鋁型材檢驗平臺、鋁型材檢驗平板與一般的鑄鐵平臺有相似的地方,但是也有不同的地方,不同的在于平臺的結構,一般的鑄鐵平臺如果承重量不是很大的話(huà),面板和圍子可以做的稍微的單薄一點(diǎn),這樣可以節省成本,但是鋁型材檢驗平臺、鋁型材檢驗平板卻不能這樣衡量。
鋁型材檢驗平臺的特點(diǎn):
1、上面為平面,人工鏟刮上表面的平面度。
2、規格:500*6000,600*6000(規格根據需方圖紙制作。)
3、精度:按 標準計量檢定規程執行,分別為0、1、2、3四個(gè)等級。
4、材質(zhì):鑄鐵HT200-300工作面硬度為HB170-240,經(jīng)過(guò)兩次人工處理(人工退火600度-700度和自然時(shí)效2-3年)使用該產(chǎn)品的精度穩定,能好。
鋁型材檢驗平臺有時(shí)和流水線(xiàn)配套使用,的會(huì )遭受沖擊力,配套使用的架子 要穩固,而且平臺的面厚也要加強。
鋁型材檢驗平臺常見(jiàn)缺陷及分析:
1、氧化夾渣缺陷特征
氧化夾渣多分布在鑄件的上表面,在鑄型不通氣的轉角部位。斷口多呈灰白色或黃色,經(jīng)x光透視或在機械加工時(shí)發(fā)現,也可在堿洗、酸洗或陽(yáng)極化時(shí)發(fā)現。
產(chǎn)生原因:1.爐料不清潔,回爐料使用量過(guò)多2.澆注系統設計不良3.合金液中的熔渣未 干凈4.澆注操作不當,帶入夾渣5.精煉變質(zhì)處理后靜置時(shí)間不夠。
防止方法:1.爐料應經(jīng)過(guò)吹砂,回爐料的使用量適當降低2.改進(jìn)澆注系統設計,提高其擋渣能力3.采用適當的熔劑去渣4.澆注時(shí)應當平穩并應注意擋渣5.精煉后澆注前合金液應靜置 時(shí)間。
2、氣孔氣泡缺陷特征
三鑄件壁內氣孔一般呈圓形或橢圓形,具有光滑的表面,一般是發(fā)亮的氧化皮,有時(shí)呈油黃色。表面氣孔、氣泡可通過(guò)噴砂發(fā)現,內部氣孔氣泡可通過(guò)X光透視或機械加工發(fā)現。
氣孔氣泡在X光底片上呈黑色產(chǎn)生原因:1.澆注合金不平穩,卷入氣體2.型(芯)砂中混入雜質(zhì)(如煤屑、草根馬糞等)3.鑄型和砂芯通氣不良4.冷鐵表面有縮孔5.澆注系統設計不良。
防止方法:1.正確掌握澆注速度,避免卷入氣體。2.型(芯)砂中不得混入雜質(zhì)以減少造型材料的發(fā)氣量3.(芯)砂的排氣能力4.正確選用及處理冷鐵5.改進(jìn)澆注系統設計。


平臺")

