歡迎訪(fǎng)問(wèn)河北威岳機械有限公司官網(wǎng)
「鑄鐵平臺」|鑄鐵平板|T型槽平臺|試驗平臺|檢驗平板|劃線(xiàn)平板|鐵底板|地軌|槽鐵/廠(chǎng)家_河北威岳機械有限公司


鑄造企業(yè)在生產(chǎn)過(guò)程中,難免遇到縮孔、氣泡、偏析等鑄件缺陷,造成機床工作臺鑄件成品率低,重新回爐生產(chǎn)又面臨著(zhù)大量的人力、電能的消耗。如何減少鑄件缺陷是鑄造人士 一直關(guān)心的問(wèn)題。今天就為大家整理了一份由鑄造大師John Campbell 提出的減少鑄件缺陷的十大準則,希望對鑄造行業(yè)的同仁們有所幫助。
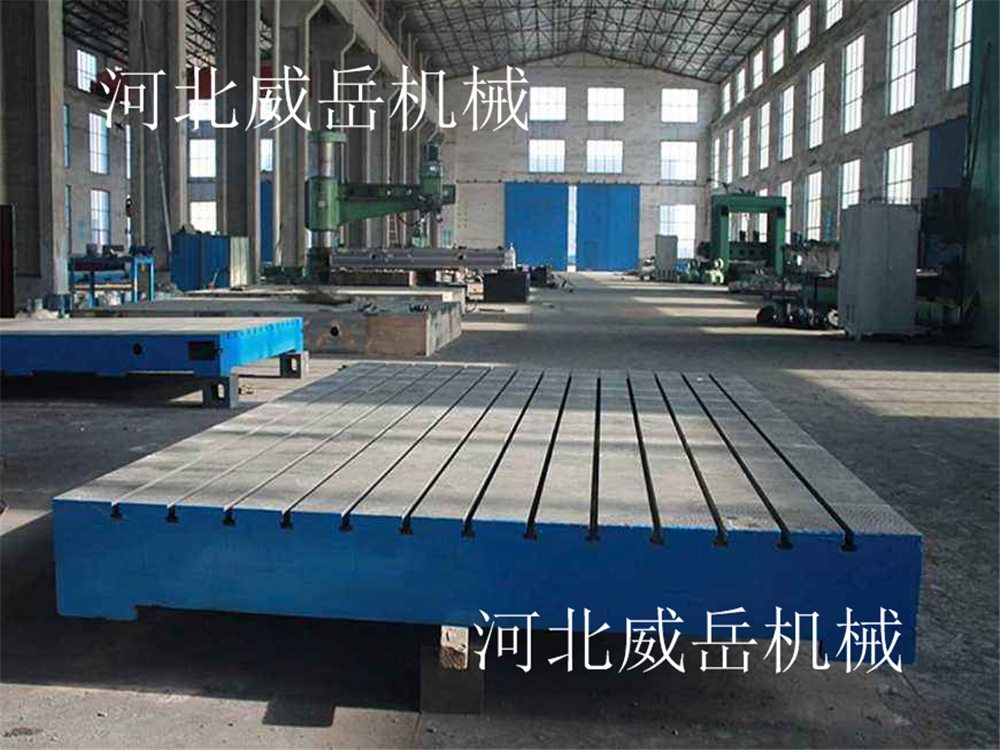
機床工作臺用途:主要用于機床加工工作平面使用,上面有孔和T型槽,用來(lái)固定工件,和清理加工時(shí)產(chǎn)生的鐵屑。按JB/T7974-99標準制造,產(chǎn)品制成筋板式和箱體式,工作面采 用刮研工藝,工作面上可加工V形、T型、U型槽和圓孔、長(cháng)孔。
1、好鑄件從熔煉開(kāi)始
機床工作臺一旦要開(kāi)始澆注鑄件,首先要準備、檢查并處理好熔煉工藝。如果有要求,可采用能夠接受的zui低標準。然而,的選擇是:準備并采用接近于的熔煉方案。
2、避免自由液面上產(chǎn)生湍流夾雜
機床工作臺這就要求避免前端自由液面(彎月面)流速過(guò)高。對于大部分金屬來(lái)說(shuō),流速控制在0.5m/s。對于封閉式澆注系統或薄壁件,流速會(huì )適當增加。這個(gè)要求也意味著(zhù)金屬 液的下落高度不能超過(guò)“靜滴”高度的臨界值。
3、避免金屬液中表面凝殼的層流夾雜
機床工作臺這就要求在整個(gè)充型過(guò)程,不要出現任何金屬液流的前端提前停止流動(dòng)。充型前期的金屬液彎月面保持可運動(dòng)狀態(tài),不受表面凝殼增厚的影響,而這些凝殼會(huì )成為 鑄件一部分。要想獲得這種效果,金屬液前端可以設計成連續擴展的。實(shí)際中,只有底注“上坡”能實(shí)現連續不斷的上升過(guò)程。(如重力鑄造中,從直澆道底部開(kāi)始向)。這 就意味著(zhù):底注式澆注系統;
不要有“下坡”形式的金屬液落下或滑落;
不要出現大面積的水平流動(dòng);
不要出現由于傾倒或瀑布式流動(dòng)而產(chǎn)生金屬液前端流動(dòng)停
機床工作臺的優(yōu)勢:
一. 耐潮,蝕、不用涂油、不生銹、不褪色。
二. 溫度系數zui低,基本不受溫度影響。
三. 幾乎不用保養,能容易地清潔/擦拭,精度穩定性好。
四. 一律是zui堅硬的面。
五. 光滑的“軸承”面,不著(zhù)土,,無(wú)磁性。
從機床工作臺整個(gè)檢驗過(guò)程中來(lái)看,平板本身為測量基面,其放置應穩定;用自準直儀檢定時(shí),儀器與平板不在同一剛體上.儀器支架牢固性尤為重要。同上所講,并不難看出來(lái) ,機床工作臺在生產(chǎn)時(shí)每一步都是力求wanmei,不放過(guò)任何一個(gè)細微的小細節。

")
鋼錠模")

