歡迎訪(fǎng)問(wèn)河北威岳機械有限公司官網(wǎng)
「鑄鐵平臺」|鑄鐵平板|T型槽平臺|試驗平臺|檢驗平板|劃線(xiàn)平板|鐵底板|地軌|槽鐵/廠(chǎng)家_河北威岳機械有限公司


唯有依照嚴格的技術(shù)參數進(jìn)行設計,嚴格把控生產(chǎn),才能質(zhì)量合格標準的鑄鐵T型槽平臺,從而才有鑄鐵T型槽平臺在機械制造、化工、五金、航空航天、石油、汽車(chē)制造、儀器儀表制造等行業(yè)中重要作用的體現。威岳機械從建廠(chǎng),十六年來(lái)一直嚴格自控把關(guān)產(chǎn)品質(zhì)量,力求提供更的鑄鐵T型槽平臺。
首先,對鑄鐵T型槽平臺生產(chǎn)要遵循如下技術(shù)要求:
a、鑄鐵T型槽平臺應采用細密的灰口鑄鐵或合金等材料制造,其工作面硬度應為170-220HB。
b、鑄鐵T型槽平臺工作面不得有嚴重影響外觀(guān)和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹點(diǎn)等缺陷。
c、鑄鐵T型槽平臺的鑄造表面應型砂且平整,涂漆牢固
d、精度登記為0級-3級的鑄鐵T型槽平臺工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應小于周?chē)牧系挠捕取9ぷ髅娑氯纳翱讘欢嘤?/span>4個(gè),且砂孔之間的間距應不小于80mm。
e、通常應采用刮削工藝。對采用刮削加工的3級平板工作面,其表面粗糙度Ra的zui大允許值為5um。
f、采用刮削工藝應進(jìn)行涂色對研檢驗。對研后顯示的接觸點(diǎn)面積的比率見(jiàn)表3的規定:或者按25mm×25mm正方形面積的接觸點(diǎn)數見(jiàn)表3的規定,且任意25mm×25mm中的接觸點(diǎn)數之間應不大于5點(diǎn)。
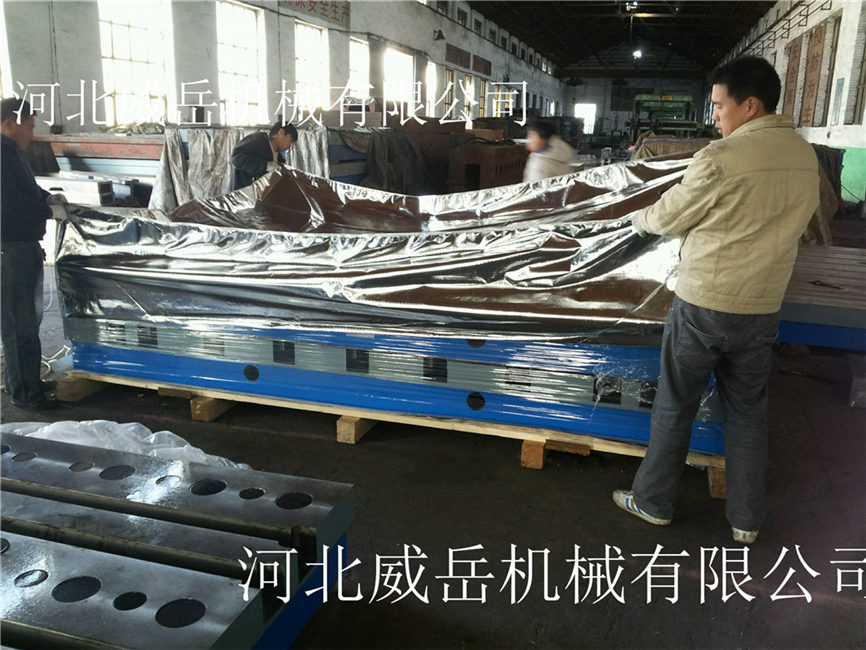
鑄鐵T型槽平臺在澆注完成后開(kāi)始用振動(dòng)清沙和人工除沙并清理鑄鐵平臺毛坯周?chē)膹U棄物,清沙完畢后鑄件自然放涼并開(kāi)始diyi次回火(時(shí)效處理),鑄件在回火窯升溫至780°并在窯種和窯的溫度同時(shí)降至50°方可出窯。鑄鐵平臺的鑄件在粗加工的時(shí)候使用的是濟南產(chǎn)龍門(mén)刨床和斷面銑床使鑄鐵平臺四周及上下面成正方形或是長(cháng)方形,如果需要開(kāi)T型槽在刨完平面后放置一天后才能開(kāi)T型槽或是U型槽、矩型槽等加工。如果客戶(hù)需要的精度較高個(gè)光潔度較高,那經(jīng)過(guò)粗加工后用我廠(chǎng)自有的昆明機床廠(chǎng)產(chǎn)的6000*3000的數控龍門(mén)銑床進(jìn)行精加工,數控龍門(mén)銑床加工后的精度直線(xiàn)度和平面度每米誤差0.008mm,光潔度可以控制在1.2以?xún)冉?jīng)過(guò)人工拋光后光潔度zui高可以達到0.8。如果在鑄鐵平臺上進(jìn)行鉆孔或是絞螺紋孔也可以用數控龍門(mén)銑床進(jìn)行一次性完成,,光潔度高。
鑄鐵T型槽平臺同樣遵循市場(chǎng)選擇淘汰的準則,究其根本而言,恰恰是鑄鐵T型槽平臺本身性能的提高,才使得其應用范圍廣泛,從而達到在各實(shí)操過(guò)程的脫穎而出,進(jìn)而持續廣收業(yè)內好評,終造就了市場(chǎng)上的急缺兒,并且綜合指數較高的鑄鐵T型槽平臺。




